Issue 62
March 2015
Quick read
- Electricals & electronics
- How does that work?
- Issue 62
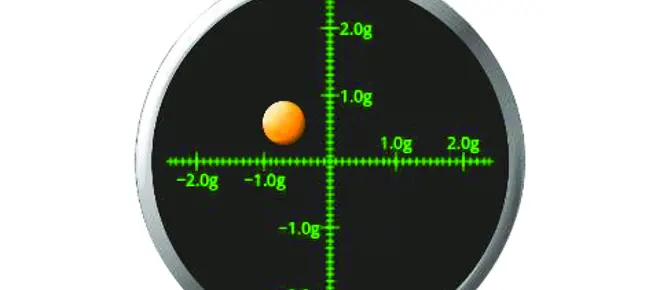
Accelerometers
Used in earthquake measurements, laptops, planes and even in stargazing apps, today’s accelerometers are much smaller than when they were first developed in 1927. Find out how they detect movement and vibration.

- Arts & culture
- Electricals & electronics
- Issue 62
How to maximise loudspeaker quality
Ingenia asked Dr Jack Oclee-Brown, Head of Acoustics at KEF Audio, to outline the considerations that audio engineers need to make when developing high-quality speakers.
Quick read

- Design & manufacturing
- Innovation Watch
- Issue 62
Super cool(er)
Welsh startup Sure Chill has developed a cooler that uses the properties of water to keep its contents cool for around 10 days without electricity. This is ideal for storing items such as vaccines where electricity sources are unreliable.
- Health & medical
- Issue 62
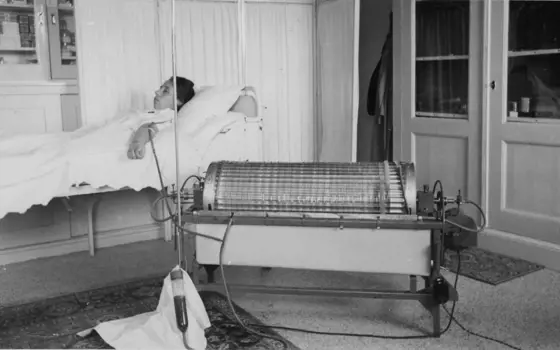
Kidney dialysis
Small haemodialysis machines have been developed that will allow more people to treat themselves at home. The SC+ system that has been developed is lighter, smaller and easier to use than existing machines.

- Software & computer science
- Opinion
- Issue 62
EU clarifies the European parameters of data protection
The European Union’s General Data Protection Regulation, due for adoption this year, is intended to harmonise data protection laws across the EU. What are the engineering implications and legal ramifications of the new regulatory regime?

- Civil & structural
- Profiles
- Issue 62
Creating user-friendly buildings
For Michelle McDowell, a former Business Woman of the Year, a passion for joined-up design thinking and building information modelling with a user-friendly approach has enabled her to pioneer revolutionary changes in her field.

- Materials
- Environment & sustainability
- Issue 62
Recycling household waste
The percentage of waste recycled in the UK has risen rapidly over the past 20 years, thanks to breakthroughs in the way waste is processed. Find out about what happens to household waste and recent technological developments in the UK.

- Civil & structural
- Issue 62
Troja Bridge
In November 2014, one of the world’s largest network arch bridges was officially opened in Prague. The UK may soon have its first network arch bridge if the go-ahead is given for a new rail project in Manchester.