- Design & manufacturing
- Issue 75
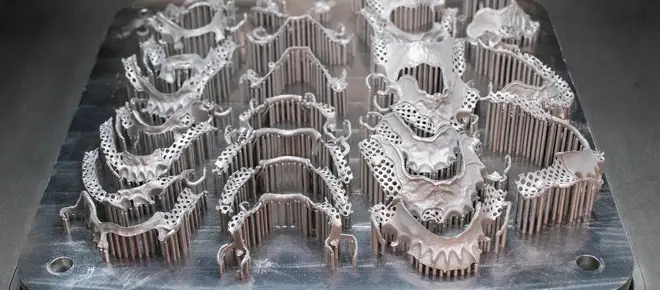
3D printing with a bite
Dentistry is a new frontier for the application of additive manufacturing or 3D printing. The technology is able to produce components with complex geometry, such as those evident in dental frameworks. Find out how it was introduced in the traditional, artisan-based industry of dental laboratories.

- Electricals & electronics
- Issue 75
Detecting landmines for a safer world
While the use of landmines has reduced over the last 20 years, they are still present in many countries as the result of actions such as civil wars and insurgencies. Cost-effectiveness and the appropriate technology are key to aid in humanitarian demining.
- Materials
- Issue 75
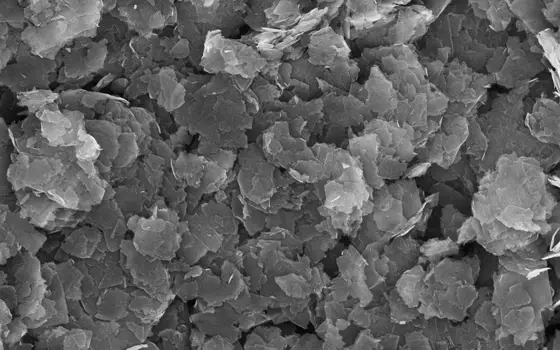
Graphene's material promise
Just one atom thick but stronger than diamond, graphene’s mix of mechanical and electrical properties have proposed it as the answer to many questions. Where do graphene's strengths lie in industry and where does it fall down?

- Aerospace
- How does that work?
- Issue 75
Birds flying in a V formation
Migratory birds such as ducks and geese fly in a symmetric V-shaped flight pattern, known (not unexpectedly) as a V formation. The reasons for this follow from the applications of aeronautics, fluid dynamics and energy minimisation.
Quick read

- Chemical
- How I got here
- Issue 75
Q&A: Olivia Sweeney
Olivia Sweeney sources aroma chemicals to create fragrances at cosmetics company Lush. She is working on finding new, more sustainable sources of fragrance ingredients, with an interest in the research and development of chemical production from waste streams.

- Design & manufacturing
- Innovation Watch
- Issue 75
A tough lock to break
A successful online Kickstarter campaign helped to launch an award-winning, lightweight cycle lock that is now sold in over 70 countries and is the only bike lock on the market that closes without a key.
- Aerospace
- Innovation Watch
- Issue 75
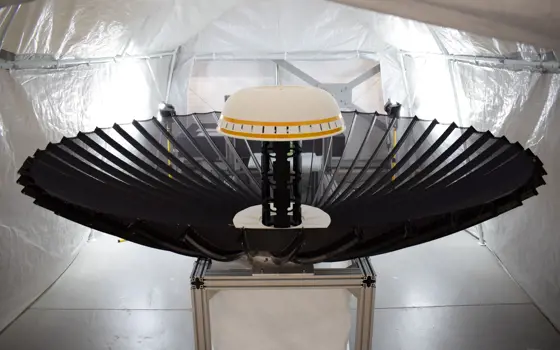
Space-saving solutions for satellites
Harwell space business Oxford Space Systems is pioneering a new generation of deployable antennas and structures that are lighter, can be stowed more efficiently, and are more cost-effective than current alternatives for the global satellite industry.

- Software & computer science
- Opinion
- Issue 75
Should we trust connected devices?
Domestic applications of the Internet of Things (IoT) can yield myriad benefits, but they also bring risks. Paul Taylor FREng, Partner, Risk Consulting, at KPMG LLP, asks whether these risks should make us question whether we should trust the devices that connect our homes to the internet.

- Environment & sustainability
- Issue 75
Processing the plastic problem
Plastic waste is an increasing global problem. While efforts are being made to encourage recycling and less usage, plastics – especially those that are hard to recycle – are still causing pollution. Recycling Technologies is using a chemical process to create a high-value product from plastic waste.

- Civil & structural
- Profiles
- Issue 75
Foundations for a construction revolution
For a young Dr Sarah Williamson FREng, summer holidays were spent on her father’s building sites. Today, she leads a team of engineers at one of the UK’s largest construction sites and is pioneering the implementation of ‘digital engineering’ in construction.