
- Civil & structural
- Issue 81
Cladding Crossrail's tunnels
The new tunnels built for London’s huge Crossrail development were coated with a sprayed concrete lining. This resulted in a rough and variable fixing surface that needed an innovative engineering solution to fit the cladding system to the inconsistently-shaped tunnel interiors.
- Aerospace
- Issue 81
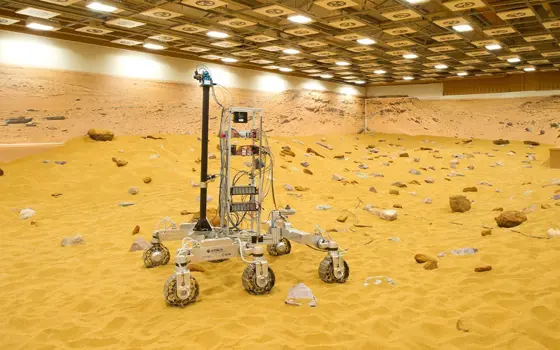
Finding life on Mars
The UK has sent dozens of spacecraft to space, but has never successfully landed one on another planet. Tereza Pultarova spoke to UK engineers working on the European ExoMars rover about the technology that will enable some ground-breaking discoveries – including finding traces of what may have been life on Mars.
Quick read
- Electricals & electronics
- Aerospace
- Technology & robotics
- How does that work?
- Issue 81
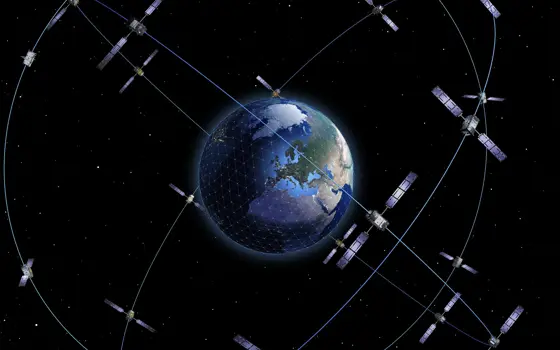
Global positioning system (GPS)
The global positioning system (GPS) enables anyone with a smartphone or navigation units on cars to pinpoint their location or tell the time. Initially developed for military use, it now has applications ranging from aviation safety and banking to rescuing ships in distress.
Quick read

- Food & agriculture
- Design & manufacturing
- How I got here
- Issue 81
Q&A: Mamta Singhal
Mamta Singhal is a Commercialisation Manager for Coca-Cola European Partners, GB Supply Chain. Before this, she worked for two large toy manufacturers as a design engineer with Hasbro and as a project quality engineer for Mattel.
Quick read
- Software & computer science
- Innovation Watch
- Issue 81
Darktrace, an immune system for computers
Darktrace has developed AI software designed to detect and defend against cyber threats from within computer networks – an immune system for computers.

- Civil & structural
- Issue 81
Completing the Sagrada Família
Antoni Gaudí’s masterpiece, the Sagrada Família church in Barcelona, has been under construction for nearly 140 years and is due to be completed by 2026, the centenary of Gaudí’s death. Tristram Carfrae RDI FREng, deputy chairman of Arup, explained to Hugh Ferguson how this is being achieved without compromising Gaudí’s vision or quality standards.

- Technology & robotics
- Opinion
- Issue 81
New tech creates 999 opportunities
Dr Nigel P Brown, the contingencies secretariat for the UK cabinet office, considers the future of emergency communications involving new technologies, such as voice analysis in calls, increased location accuracy and sensors to access vital signs to deliver a more efficient and effective service.

- Health & medical
- Issue 81
Keeping transplant livers alive
The OrganOx metra® is the world’s first fully automated system for keeping a human donor liver functioning for up to 24 hours outside the body. The invention breaks with 40 years of traditional organ preservation in ice, doubling the length of time that donor organs can be preserved before transplantation.
- Electricals & electronics
- Profiles
- Issue 81
A spectrum of generations games
Stepen Temple CBE FREng worked as an engineer within government to shape modern telecommunications and lay the foundation for today’s trillion-dollar global mobile industry. His career in the civil service has spanned the history of mobile telephony and he managed to recue 5G from a bureaucratic black hole.
- Electricals & electronics
- Issue 81
Lasers to change the world
Enter any laboratory and there is a good chance that among their instruments, scientists will make regular use of a tunable solid-state laser from M Squared, using it for fundamental physics research. Born out of an academic research group, M Squared has collected many awards for its lasers.