
Recycling household waste
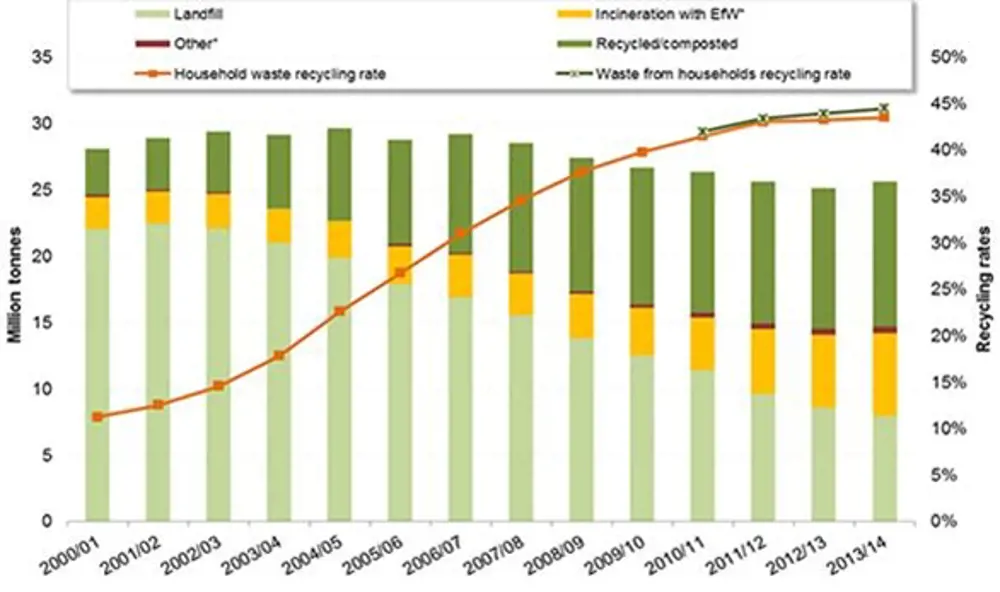
The English ‘waste from households’ recycling rate was 44.16% in 2013. The UK is committed to a 50% target by 2020. In 2013, total waste from households was 403kg per person, with the total waste from households 21.6 million tonnes in 2013. Local authority-managed waste to landfill had come down 62% since 2003-04 to 7.9 million tonnes in 2013-14. Local authority-managed waste to energy rose 13% to 6.2 million tonnes in 2013/14 from 2012/13: more than doubling since 2003/04 © Defra - tinyurl.com/kmonhaz
In the 1990s, most domestic rubbish took a one-way trip to the nearest landfill site. Today, landfill is a last resort. Most domestic waste, separated into different receptacles by householders, is collected and taken to recycling facilities. It is only after recyclers have sorted out reusable materials that the remaining waste goes to landfill.
In part, this rise in recycling is a result of the changing composition of household waste. The first change began with the Clean Air Acts of the early 1960s, removing ash and clinker from domestic waste, followed by changes in materials and lifestyles. However, the rapid increase in recycling over the past 15 years was driven by the Landfill Tax, introduced to ensure that the UK meets its obligations for reducing the amount of biodegradable waste going to landfill under the 1999 EU Landfill Directive.
The UK currently generates around 270 million tonnes of waste a year, of which nearly 23 million tonnes come from our homes. This figure has stayed fairly steady over the last two decades. Before then, less than 10% of household waste was recycled; today government statistics put this at over 40%. The UK is now poised to meet its EU Waste Framework Directive target of recycling 50% of domestic waste by 2020. This would never have happened without what has been described as an ‘industrial revolution’ in waste management.
There is a business case for increased recycling as well as an environmental one. Material capable of being recycled is a domestic resource, and one whose supply is arguably more secure than that of some primary materials. In many cases, it costs less, in monetary or environmental terms, to obtain such secondary materials. For example, processing aluminium from recovered and recycled cans uses up to 95% less energy than it takes to extract the metal from bauxite ore.
Dealing with household waste
The EU Landfill Directive now requires that municipal solid waste is treated prior to being landfilled. This treatment, in the form of recycling, starts at home, with householders typically separating food and green waste and non-recyclable materials from plastics, paper, glass and metals. Food and green waste can be collected separately and composted or an aerobically treated to produce methane, thereby avoiding being taken to landfill.
The local authority or waste management company collects plastic, paper, glass and metals –so-called dry recyclates – and takes these to a materials recovery facility (MRF) to be separated for processing into usable products. Technologies have been developed to recognise and separate materials, allowing MRFs to accept a growing variety of materials, while also saving on time and labour costs. Some forms of MRF now produce fuels from materials that would otherwise have been destined for landfill. There are even moves to ensure that materials that enter the waste chain are easier to recycle. For example, packaging designers are working with process technologists to engineer products that can be separated into high-grade components with the minimum of waste.
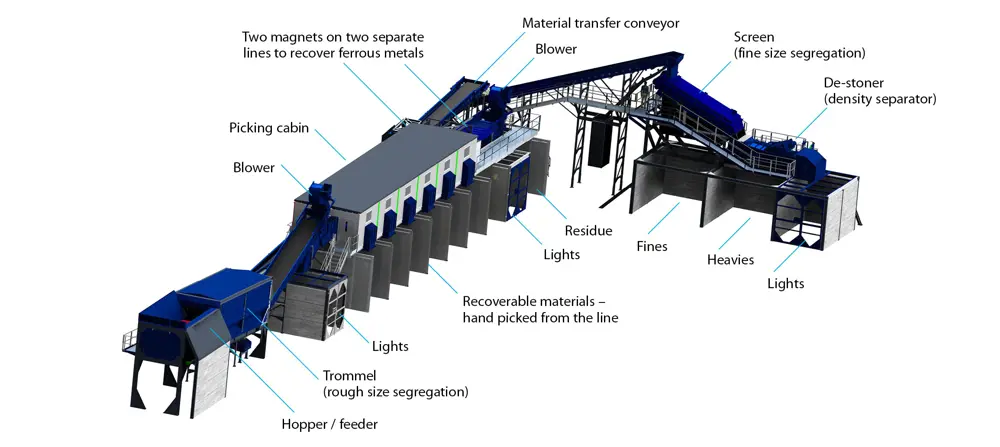
Schematic showing principal components of a typical materials recovery facility (MRF) © BlueMAC
Before the mid-1990s, MRFs were heavily staffed, with mixed recyclable household waste passing along conveyor belts so that employees could pick out unrecyclable substances, known as ‘contraries’ by hand, leaving recyclable materials on the belt ready for further separation, again often by hand, into metals, glass, plastics and paper streams. Now, manual picking is generally limited to a handful of people who remove oversized items and objects that could damage equipment later on in the recovery process. This screened recyclate then passes on to the first of several sorting stages.
The initial sorting stage in a typical MRF aims to segregate larger items from smaller items in rotating drum screens known as trommels. Trommels have four-steel plate screens or meshes with different sized holes to filter materials into various fractions based on size. These massive rotating drum screens are fixed at an angle, so that material fed into the higher input chute will be sorted by size as it progresses along the length of the drum.
Reciprocating screens – a low-maintenance alternative to trommels – are often used to collect very fine material and enable metals and plastics recovery. Materials are passed from a conveyor belt onto inclined, perforated, vibrating screens that, like the trommel drum, sift recyclate according to size. Once sorted by size, this mixed recyclate then has to be separated into metals, paper, plastics and glass streams.
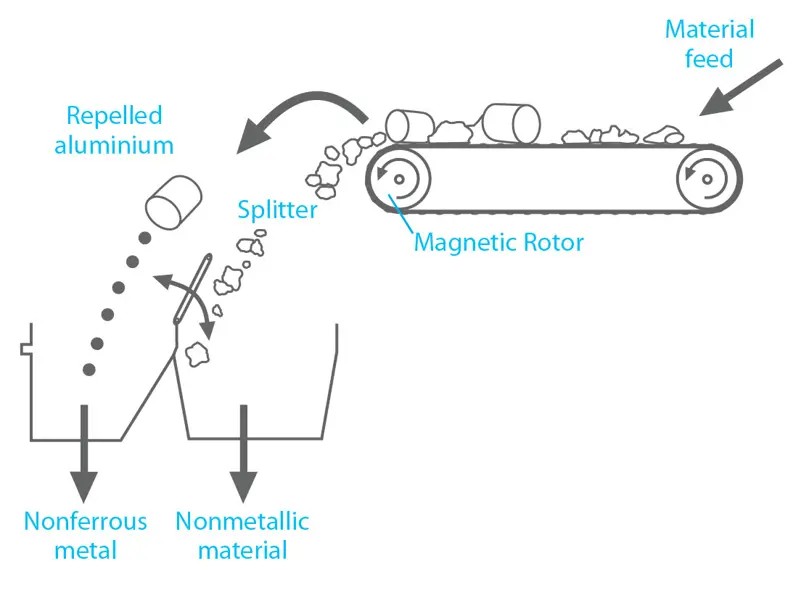
An eddy current separator
🧲 The key component of a magnetic rotor
An eddy current separator’s key component is the magnetic rotor. This has a series of permanent rare earth magnets mounted on a support plate attached to a shaft. The magnetic rotor is surrounded by, but not attached to, a wear shell which supports the conveyor belt. This allows the rotor to spin independently and at much higher speed than the wear shell and belt. When a piece of nonferrous metal, such as aluminium, passes over the separator, the magnets inside the rotor rotate past the aluminium at high speed. This forms eddy currents in the metal, which in turn create a magnetic field around the aluminium. The polarity of that magnetic field is the same as the rotating magnet, causing the metal to be repelled away from the magnet. This repulsion changes the trajectory of the aluminium from that of non-metallic materials, allowing the two material streams to be separated
Sorting metals plastics
Thanks to the electromagnetic properties of metals, it has always been relatively straightforward to separate these materials. So this part of the process has always been heavily automated. Typically, mixed recyclate first passes over a rubber conveyor belt, where magnets remove magnetic ferrous metals such as steel cans. Additional metal sorting units, eddy current separators, then induce electromagnetic currents in the remaining metal waste to separate it from plastic, glass and paper.
Thanks to the electromagnetic properties of metals, it has always been relatively straightforward to separate these materials

Trommels weighing around 20 tonnes filter materials into different size fractions at the beginning of the recycling process © Alex Marshall, Clarke Energy Ltd/Wikimedia Commons
Once metals are out of the way,the MRF is left with plastics,paper and glass. Following the Landfill Directive, manufacturers of recycling equipment developed machinery that could separate each material based on its physical properties. Simple airjets sort light materials from denser items, blasting the former into collectors with heavier waste remaining on the conveyor belt. But the similar densities of paper and plastic limited the effectiveness of these early methods.
Towards the end of the millennium, new systems were developed to sort based on shape, in particular allowing plastic bottles to roll off the conveyer for separate collection. However, plastic film, boxes and tubs would stay on the conveyor alongside paper, contaminating, and devaluing, the recovered material. Today, separators use variable air flow and multi-stage screening to sort dense materials more effectively from lighter wastes.
While these modern separators can separate plastic away from paper, many local authorities still use older equipment, waiting for a full return on existing investments before buying the latest equipment.
Today, the household waste collected in bins produces over 20 different types of plastic, not all of them easily recyclable. Some plastics cannot be mixed with others because they have chemically different polymers, while others are produced in very low volume and are simply too expensive to separate with current technology. Packaging accounts for 36% of the UK’s consumption of plastics. So designing packaging with the limitations of separation technology in mind is one way of reducing the amount of non-recyclable plastic waste. With this goal in mind, the government’s Waste and Resources Action Programme (WRAP) has produced guidelines and best practice case studies for UK manufacturers, with tools to test whether the plastics, dyes and adhesives used in packaging can be successfully recycled.
designing packaging with the limitations of separation technology in mind is one way of reducing the amount of non-recyclable plastic waste
Infrared sorting
🍱 Sorting plastics by their IR signature
Various optical sorting systems have been developed to exploit the fact that each of these plastics has a unique infrared (IR) signature, and reveals identifying spectra when bathed in IR. In a typical set-up, optical sensors that emit infrared light sit on a conveyor belt, alongside air jets and sensors. Together, these elements create scanning systems that can be programmed to detect, and eject, specific plastics – and paper if necessary – based on the materials’ IR signatures.
During operation, unsorted material passes along the conveyor belt with the sensors shining IR light on the objects. An optical unit reads the reflected infrared spectra and compares what it sees with the known spectra of different plastics. Any match will trigger the compressed air jets to blast these identified items into a collector. Non-matching materials are collected as they fall off the end of the belt. The latest optical scanning systems can now process more than 12 tonnes of mixed materials every hour with 95% accuracy.
To increase throughput and segregate more plastic and paper, many MRFs use optical sorting systems in series or parallel adapted to sort as wide a range of recyclate as possible. For example, in 2012, the waste management business Veolia set up a recycling facility at Rainham in Essex that can process 50,000 tonnes a year. The facility houses a combined infrared and colour spectroscopy system, developed by France-based Pellenc, which can simultaneously sort plastic according to both type and colour. The system sorts light PET, dark PET and HDPE in a single pass, and can separate up to nine different types of polymer. As the process proceeds, all materials are collected from the appropriate ejection points and then either baled or bulked loosely for transport to a plant, ready to be processed into a usable product.

Infrared separators are the final mechanical stage of the materials refinement process, following stages such as prescreening by trommel, magnetic and air classification. In the photograph, waste is travelling on the conveyor from right to left where the sorting system is separating different types of plastic © Professor S R Smith
Most MRFs will segregate two key types of plastic: polyethylene terephthalate (PET), used in soft drinks and water bottles, and high-density polyethylene (HDPE), a more rigid polymer used to make food trays, bottle tops and milk bottles. After these are removed, additional plastics may be sorted, via optical sorting, such as medium density and low-density polyethylene – see Infrared sorting.
The ability to take recovered material and to turn it into something useful is an important part of the recycling chain
Closed loop economy
➰ Biological and non-biological materials
In a closed loop economy, materials are divided into two categories, biological and non-biological. Non-biological materials, such as plastics and metals, are recovered and reused at the end of a product’s life and continuously circulate through the economy in various products. Biological materials, such as paper and wood, may also be recovered and reused, but where this is not possible, as in the case of food, they are converted to compost or dig estate.
Used products go back to manufacturers so that they can reuse the materials. One possible business model supporting this is where products are leased while companies retain ownership, selling their use to customers rather than the product itself. Few firms have implemented closed loop in their businesses so far, although there are some examples. The carpet tile manufacturers Desso and Interface FLOR have switched to a closed-loop model, leasing use of their carpets and re-manufacturing the used tiles into new carpet at the end of their functional life.
The plant machine manufacturer CAT has also moved towards closed loop, taking its old vehicles in and stripping them down for functional parts to reuse in its ‘Reman’ vehicles. This is now its fastest-growing area of business.

The company InterfaceFLOR plans to close the lifecycle loop with ReEntry 2.0, a process that recovers every component of carpet tiles, all of which can be made into new carpet tiles. This includes recycling nylon yarn, the most carbon-intensive part of the carpet © InterfaceFLOR
The ability to take recovered material and to turn it into something useful is an important part of the recycling chain. Currently, much of the plastic recovered in the UK is exported for further processing. China is a major consumer of used polymers. There is, however, growing capacity to process recovered polymers in the UK. For example, the Closed Loop Recycling plant in Dagenham, Essex, was one of the first in the UK to recycle PET and HDPE from plastic bottles into food-grade material. The plant can process up to 35,000 tonnes of bottles each year. Food containers and drinks bottles are cleaned, melted and reconstituted into plastic flakes before they can be made into food containers once more. As well as processing local council waste, closed loop recycling also buys in bales of sorted plastics to make pellets of different grades of polymers which it sells on to make new bottles or other food packaging – see Closed loop economy.
Mechanical biological treatment
🦠 Anaerobic digestion
Mechanical Biological Treatment (MBT) is a generic term for an integration of several mechanical processes commonly found in other waste management facilities such as MRFs, composting or an anaerobic digestion plant. It is a residual waste treatment process that involves both mechanical and biological treatment. The mechanical treatment stages are similar to those found in a typical dry recyclate MRF with biological processing occurring before or after the mechanical sorting.
An MBT’s biodegradable treatment process may be an anaerobic digestion (AD) system or an aerobic process. AD would usually occur after mechanical separation. There are three basic types of AD system. In wet AD systems water, effluents or dewatering liquors are added to reduce the dry matter content to approximately 10 % of the total being treated and the system is continuously stirred. Dry systems are batch or semi-continuous and the dry matter of the input material is 20-40%. Dry AD systems are widely adopted in Europe, but are not the preferred option in the UK.
The third approach to AD treatment involves collecting a high-strength percolation liquor by circulating water through the biodegradable fraction; the liquor is treated by AD and the percolated residue is treated by aerobic composting.
Aerobic processes post sorting are normally of the composting type and produce a stabilised residue, which depending on the degree of refinement at the pre- and post-composting stages, may be used for different types of land application. Low-grade products may only be suitable for use for daily cover in landfill operations, higher grades are necessary, for example, for land restoration purposes.

Five MBT facilities have been built in the Greater Manchester area, with four incorporating anaerobic digestion, to handle 450,000 tonnes of mixed non-recyclable wastes. During the AD process, waste will be matured for 25 days with biogas from the process being utilised by combined heat and power (CHP) plant. The remaining digestate is then de-watered and dried, with the five facilities producing a combined total of 275,000 tonnes per annum of refuse-derived fuel which is used to produce heat and power at a CHP facility in Runcorn
Remaining waste
Paper can be recycled to recover the fibres for new paper products, but inks and fillers usually have to be disposed of to landfill. Over the years, technology has improved so that there is now less ‘downcycling’, whereby the quality of the products made from recycled material continually falls due to repetitive recycling.
Glass, too, can be recovered as a material to make new glass products, but it can also be downcycled if crushed and used as an aggregate substitute. However, by choosing this option –the energy embodied in the glass is lost. Owing to its weight, glass recycling, rather than reuse, has been popular with councils, but if the transport cycle associated with it can be fine-tuned – for example, by importing wine from Australia or South America in large containers for bottling at a plant in the UK – then major energy benefits can be made.
With organic waste, such as food and some garden materials, the preferred technology is anaerobic digestion (AD)
With organic waste, such as food and some garden materials, the preferred technology is anaerobic digestion (AD). Composting involves microbial degradation of waste in the presence of air to produce compost and carbon dioxide, which usually escapes. Anaerobic digestion is the degradation of waste in the absence of oxygen to produce a nutrient-rich ‘digestate’, which can be used as a soil improver. AD also creates carbon dioxide and methane, which can be captured and used to generate electricity and heat.Thanks to the efforts of researchers like Professor Charles Banks and his team at the University of Southampton and the technology developer Greenfinch, it has taken less than two decades to take AD technology from the laboratory through pilot scale to being a proven, viable technology with more than 120 AD plants operating around the country –see also Mechanical biological treatment.
When considering the processing of domestic waste, it is important to consider the role of local Household Waste Recycling Centres, formerly known as municipal ‘dumps’ or ‘tips’. These centres take a variety of waste including bulky items that are too large for normal collection rounds. They also recycle a substantial proportion of the waste brought by the public. For example, garden waste is often composted, while mixed wood waste is recovered for the manufacture of chip and other board products.
The household recycling centres also collect waste electronic and electrical equipment (WEEE) – everything from old washing machines, kettles and domestic electronic equipment such as TVs and computers through to medical devices and hot drink machines. Classified as ‘hazardous’, WEEE has required specialist treatment for at least 10 years and no longer enters the general household waste stream. Estimates from the Health and Safety Executive suggest that domestic and business sources in the UK produce around two million tonnes of WEEE per year.
A tonne of electrical waste can yield more pure gold than a tonne of unprocessed gold ore
A tonne of electrical waste can yield more pure gold than a tonne of unprocessed gold ore. WEEE also contains copper, platinum and many other valuable materials. Extracting them, however, can be expensive and hazardous. These metals are often present in small amounts, embedded in circuitry and other mechanical parts that may also contain heavy metals and potentially hazardous chemicals, including arsenic, cadmium, lead, mercury, certain flame retardants, and phosphorous pentachloride from broken cathode ray tubes. Currently, these components are shredded into small pellets, then washed in strong acids to leach out the metals. Bioengineers are developing genetically modified bacteria to produce biochemicals, such as cyanide, to extract these metals. The mining industry uses similar techniques – termed biomining or bio-leaching – to release precious metals from low-grade ores.
Retrieving aluminium
🧃Using microwaves to recycle plastic-aluminium laminate
Chemical engineers at the University of Cambridge have developed a new technique that uses microwaves to recycle the plastic-aluminium laminate used to package toothpaste, pet food, cosmetics, and food and drink.
Professor Howard Chase and Dr Carlos Ludlow-Palafox were inspired by a bacon roll that was microwaved for so long that it turned into a charred and glowing mass of carbon. What was happening was an intense heating process called microwave-induced pyrolysis. Particulate carbon is an efficient absorber of microwaves, and can transfer this thermal energy to adjacent materials. Organic materials, such as plastic or paper, will break apart, or pyrolyse. Any metal attached to the plastic or paper can be recovered afterwards.
The UK uses more than 160,000 tonnes of laminate packaging each year, containing more than 17,000 tonnes of aluminium. While plastic laminate packaging is light, cheap, and protects contents from light and air, no recycling techniques for it existed. With funding from the Engineering and Physical Sciences Research Council, Chase and Ludlow-Palafox developed a solution: pyrolyse the packaging with microwaves, leaving just clean aluminium flakes and hydrocarbon gases and oil.
Enval Limited is a spin out that was formed to scale up this process for commercial use. The 150 kW oven at the Enval plant which can convert waste into aluminium for smelting and hydrocarbons for fuel, with no toxic emissions. Now the plant can recycle up to 2,000 tonnes of packaging a year, and generates enough energy to run itself. Enval is looking to sell the process to other waste processing plants and local authorities.

Looking forward
In spite of the best efforts of companies like Closed Loop Limited, 240,000 tonnes of plastic bottles that could have been recycled are sent to landfill – a large amount are thrown out with food waste. The economics of recycling should enable profits to be made: A tonne of old plastic bottles can be sold on the recycling market for between £300 and £400, while a tonne of paper is worth £100 and aluminium cans fetch up to £800 a tonne.
Given the recent advances in sorting technology, a next step could be for householders to simply separate waste into two bags; wet and dry
hile the UK does well at recycling, there is a strong argument for simplifying its inconsistent recycling processes. For example, people living in rural Lincolnshire have all their metals, paper, cardboard and glass collected for recycling alongside plastic bottles. Meanwhile, residents of the London Borough of Tower Hamlets have a local authority that collects these items as well as a large array of additional plastic items, from crisp packets and plant pots to margarine tubs and yoghurt pots. The differences have arisen partly from an initial lack of consensus on which technologies to opt for. A MRF operator’s choice of trommel or infrared scanner is as varied as the available technology.
Given the recent advances in sorting technology, a next step could be for householders to simply separate waste into two bags; wet and dry. In such a scenario, the wet stream will contain food waste and organics that could be bioprocessed for methane gas to generate energy, and a nutrient-rich residue that can be used as as oil improver, avoiding the need to spend large amounts of energy fixing nitrogen from the atmosphere for the production of chemical fertilisers. Meanwhile, the dry stream would contain plastics, metals, paper and glass, that could be taken to an MRF for sorting.
Significant progress has been made in the UK to increase the recycling of household waste, which has more than doubled in the past 10 years and currently exceeds 40%. As a result, the disposal of household waste in landfill has substantially diminished to around 30%, compared with an EU average of 40%. However, the recycling statistics suggest a slowing down in the rate of improvement. It will be important over the last five years of this decade to maintain this momentum in order to achieve the 50% 2020 target for recycling established by the EU.
***
Ingenia would like to thank Professor Stephen Smith for his input into this article.
This article has been adapted from "Recycling household waste", which originally appeared in the print edition of Ingenia 62 (March 2015).
Contributors
Keith Riley CEng FIMechE studied Nuclear Engineering at Queen Mary University, London. He is owner of Vismundi Ltd, and a Partner in BH Energy Gap LLP, having been previously Managing Director, Technology for Veolia Environmental Services UK and is Visiting Professor at the University of Southampton.
Professor William Powrie FREng is Dean of the Faculty of Engineering and the Environment at the University of Southampton. Between 2004 and 2010, he was Chair of the Technologies Advisory Committee for Defra’s Waste Implementation Programme demonstrator programme for new technologies for the treatment of biodegradable MSW, which oversaw the procurement, operation, analysis and evaluation of a number of pilot plant.
Keep up-to-date with Ingenia for free
SubscribeRelated content
Materials

Aerogels
Among some of the lightest known solid materials, aerogels, formed by removing liquid from gels, have many uses ranging from catalysts and sensors, to being used on NASA missions.

Diamond technology: beyond hardness
Diamond is being used in an increasing variety of industrial and technological applications, due to other properties in addition to its hardness. The UK is home to a wide range of diamond research, development and synthetic diamond production activities.
A lot more than lubrication
The control of friction and wear in mechanical systems by lubrication and surface engineering has led to safer, faster transport as well as medical innovations. Ian Hutchings FREng, GKN Professor of Manufacturing Engineering at the University of Cambridge, highlights the progress and some failures of the important discipline of tribology.

Toughened glass
A stronger version of standard glass, toughened glass is ideal for use where greater strength or safety is needed. Learn how thermal and chemical treatments enhance strength, safety and durability for various applications.
Other content from Ingenia
Quick read

- Environment & sustainability
- Opinion
A young engineer’s perspective on the good, the bad and the ugly of COP27

- Environment & sustainability
- Issue 95
How do we pay for net zero technologies?
Quick read

- Transport
- Mechanical
- How I got here
Electrifying trains and STEMAZING outreach

- Civil & structural
- Environment & sustainability
- Issue 95